- Home
- About Journals
-
Information for Authors/ReviewersEditorial Policies
Publication Fee
Publication Cycle - Process Flowchart
Online Manuscript Submission and Tracking System
Publishing Ethics and Rectitude
Authorship
Author Benefits
Reviewer Guidelines
Guest Editor Guidelines
Peer Review Workflow
Quick Track Option
Copyediting Services
Bentham Open Membership
Bentham Open Advisory Board
Archiving Policies
Fabricating and Stating False Information
Post Publication Discussions and Corrections
Editorial Management
Advertise With Us
Funding Agencies
Rate List
Kudos
General FAQs
Special Fee Waivers and Discounts
- Contact
- Help
- About Us
- Search




The Open Conference Proceedings Journal
(Biological Sciences, Chemical Sciences, Physical Sciences, Medicine, Engineering & Technology)
(Discontinued)
ISSN: 2210-2892 ― Volume 10, 2020
Corrosion Processes Relevant to the Integrity of Oil and Gas Facilities1
Morten A. Langøy1, 2, *, Erik Hörnlund1, Ole Jacob Næss1, Rolf H. Hinderaker1
Abstract
The Petroleum Safety Authority (PSA) Norway will set the terms for and follow up that players in the Norwegian petroleum industry maintain a high level of health, safety and the environment and emergency preparedness, and thereby contribute to creating the highest possible value for society. Ensuring good material selection process and structural integrity is an important effort where different corrosion forms are of concern and corrosion protection measures of interest, especially in respect to major accidents.
PSA addresses corrosion in rules and regulations, requiring “robust material selection”, with reference to international standards and guidelines. The operators addressing and monitoring of the corrosion effects on the process and structural integrity by incident reporting, reviews and site audits are the key tools for PSA in assessing the corrosion challenges and control in the industry.
It is of paramount importance to avoid major accidents. The subject of this paper is to address the challenges with material degradation in ageing structures, and the challenges associated with life extension considerations. Corrosion plays a major role in this respect; especially PSA is concerned with corrosion under insulation (CUI). This paper presents some of our work in these areas.
Article Information

Identifiers and Pagination:
Year: 2017Volume: 8
First Page: 14
Last Page: 21
Publisher Id: TOPROCJ-8-14
DOI: 10.2174/2210289201708010014
Article History:
Received Date: 24/03/2015Revision Received Date: 20/10/2016
Acceptance Date: 08/11/2016
Electronic publication date: 31/01/2017
Collection year: 2017
open-access license: This is an open access article licensed under the terms of the Creative Commons Attribution-Non-Commercial 4.0 International Public License (CC BY-NC 4.0) (https://creativecommons.org/licenses/by-nc/4.0/legalcode), which permits unrestricted, non-commercial use, distribution and reproduction in any medium, provided the work is properly cited.
* Address correspondence to this author at the Structural Integrity, Petroleum Safety Authority, Stavanger, Norway; Tel: +47 51 87 32 00; Fax: +47 51 87 32 01; E-mail: morten.langoy@ptil.no1 Part of this article has been previously published in Proceedings of OMAE2011, 30th International Conference on Offshore Mechanics and Arctic Engineering, 2011, pp. 261-267, doi:10.1115/ OMAE2011-49363
| Open Peer Review Details | |||
|---|---|---|---|
| Manuscript submitted on 24-03-2015 |
Original Manuscript | Corrosion Processes Relevant to the Integrity of Oil and Gas Facilities1 | |
INTRODUCTION
The Petroleum Safety Authority Norway has the goal to set the terms for and follow up that players in the petroleum industry maintain a high level of health, safety and the environment and emergency preparedness, and thereby contribute to creating the highest possible value for society. Avoiding major accidents is important in this respect, and material degradation due to corrosion is identified as one hazard, especially to ageing facilities. One corrosion process identified by PSA to be of special interest is corrosion under insulation (CUI). The objective of this paper is present our work and perspective on this area.
The operators on the Norwegian Continental Shelf (NCS) have to submit a Plan for Development and Operation for petroleum deposits (PDO) to Ministry of Petroleum and Energy for approval. In the PDO the operational life is stated. We may say this is the original anticipated design life. Several facilities on NCS are now reaching this design life of typically 20-30 years. The economic life is exceeding the design life. This is due to increased production possibilities, new satellites being connected, reduced operational costs, and increased oil and gas recovery. Hence, for the operators application for life extension of the facilities is an attractive option. For installations constructed later than the very first years of the Norwegian oil era, the regulations require the operators have to apply for consent to operate installations beyond their original design life according to section 29 in the Management Regulation. In the application the operator has to address the ageing and degrading mechanisms of the facility’s materials taken place during the life. The high safety level of the NCS shall be maintained in life extension. Hence, in the life extension assessment the material and corrosion engineering evaluation shall be an important element. In one accident on NCS, corrosion gave fatalities as a collateral damage.
To become capable of regulating cases of life extension of facilities and deal with ageing, PSA has initiated an extensive number of projects [1Drugli, J.M.; Thaulow, C.; Ødegård, J.; Rogne, T.; Stokke, R.; Berge, S.; Berget, J. Pre-Project: Robust Material Selection in the Offshore Industry; SINTEF Report STF24 F03202, 2003. -17Hörnlund, E.; Sævik, Ø.; Hinderaker, R.H.; Ersdal, G. Ageing of materials. In: 27th International Conference on Offshore Mechanics and Arctic Engineering; Estoril, Portugal, American Society of Mechanical Engineers, 2008. ]. We believe that this work, as well, has gained the industry in coping with the challenge life extension of ageing facilities.
As a guide for life extension evaluation, there are several key questions to be asked related to materials. Hörnlund et al. [18Hörnlund, E.; Ersdal, G.; Hinderaker, R.H.; Johnsen, R.; Sharp, J. Material issues in ageing and life extension. In: 30th International Conference on Offshore Mechanics and Arctic Engineering; Rotterdam, The Netherlands, 2011.
[http://dx.doi.org/10.1115/OMAE2011-49363] , 19Health and Safety Executive. Corrosion under Insulation of Plant and Pipework v3, SPC/TECH/GEN/18, Version No: 2; UK, 2013. ] have listed a number of fundamental questions from a retrospective, present and future perspective. The design, fabrication, installation, operation, present and future has to be addressed.
In dealing with ageing of materials and life extension of facilities the question of unforeseen degradation mechanisms and environmental effects arises. PSA anticipates that controlling the known mechanisms and effects is the basal effort in avoiding major accidents, one of which is corrosion under insolation (CUI).
For CUI the PSA project initiatives have been limited and the approach of the regulator has been to monitor the challenges and actions taken by the operators in dedicated audits. The subject is discussed at the end of this paper.
AGEING ISSUES AND LIFE EXTENSION CHALLENGES
In the life extension assessment process, the operator faces a challenge with the material on the facility that mostly is from the original design (selection) and fabrication (quality). Hörnlund et al. [19Health and Safety Executive. Corrosion under Insulation of Plant and Pipework v3, SPC/TECH/GEN/18, Version No: 2; UK, 2013. ] state; “The option of a new material selection process followed by material replacement is weak. The next challenge, including determine the operational history, is to find the status of the present materials. Further to establish whether the materials are degraded or have lost any of their important properties for their designed barrier functions.
The application for consent to extend the life of a facility beyond the original design life requires the operator to assess that the facilities; structures, systems and components (SSC) are robust. The purpose of the assessments is to document that the present materials are still robust in the anticipated environment and operational conditions. This assessment should be condition-based and should take the present operating condition as a starting point.
In order to ensure robustness of the SSC’s, the materials need to be robust in the operational environment. For materials this will normally imply an evaluation of the robustness of the materials in the actual barriers and the potential degradation of the material in these barriers. In practical terms, this implies an evaluation of uncertainty related to the basis for the original material selection, material performance for the physical and chemical environment in operation, maintenance efficiency, and status of present condition, including possible CUI, based on inspection data and trends. The integrity assessment for the life extension period should be based on prediction of the physical and chemical environment and the corresponding material performance and degradation in future operation.”
DEGRADATION MECHANISMS AND FAILURE MODES
The operators need to have the necessary information on operational relevant parameters, incidents, inspection findings, and degradation on the facility. To prevent major accidents, the potential degradation mechanisms leading to catastrophic failure have to be identified and assessed. Corrosion plays a major role, and some of the most relevant degradation mechanisms related to ageing are, from Hokstad et al. [17Hörnlund, E.; Sævik, Ø.; Hinderaker, R.H.; Ersdal, G. Ageing of materials. In: 27th International Conference on Offshore Mechanics and Arctic Engineering; Estoril, Portugal, American Society of Mechanical Engineers, 2008. ]:
- Corrosion metal loss (General corrosion), including CUI2
- Creep
- Flow induced metal loss
- Fatigue
- Hydrogen related cracking
- Temper/thermal embrittlement
- Wear
2 Added by these authors
- Accumulated plastic deformation
Hörnlund et al. [19Health and Safety Executive. Corrosion under Insulation of Plant and Pipework v3, SPC/TECH/GEN/18, Version No: 2; UK, 2013. ]; “For non-metallic materials chemical, temperature and radiation dependent degradation mechanisms have to be evaluated as well. In concrete structures chloride penetration in the splash zone can increase corrosion rates of reinforcement bars. To reduce the possibility of corrosion of rein-forcement bars in the submerged parts of concrete the effectiveness of the cathodic protection system needs to be verified.
In the 1980’s problems with fatigue at closure welds in jackets were experienced. Later leaks of 13Cr flowlines and manifold hubs in super-duplex forgings were encountered due to HISC cracking. As mentioned unforeseen situations can arise, in addition to the degradation mechanisms addressed above. These “new” and unexpected degradation mechanisms are by nature rare. What are the relevant degradation mechanism regarding major accidents?
Because the degradation of the material is heavily linked to the process operating conditions, it is required with close cooperation between the material, corrosion and maintenance engineers. Over time the process conditions mostly change, i.e. increasing H2S or water content in the production stream. An important part of the equipment management strategy is process control. Proper focus on inspection routines and maintenance program is a remedy, and for life extension it is important to show that the current status is sound.”
Degradation of materials will cause various failure modes. The most relevant failure modes related to ageing [17Hörnlund, E.; Sævik, Ø.; Hinderaker, R.H.; Ersdal, G. Ageing of materials. In: 27th International Conference on Offshore Mechanics and Arctic Engineering; Estoril, Portugal, American Society of Mechanical Engineers, 2008. ]:
- Cracking and fracture
- Physical deformation
- Burst
- Collapse
- Leakage
- Wall-thinning
- Delamination
RISK IN AGEING MATERIALS
In an application for consent for life extension of an existing facility has to be based on an assessment by the operator. This assessment involves a process to verify that the facility can be safely operated at acceptable risk levels. The elaborations presented in this paper are mainly an extraction of work by Hörnlund et al. [19Health and Safety Executive. Corrosion under Insulation of Plant and Pipework v3, SPC/TECH/GEN/18, Version No: 2; UK, 2013. ]; “The purpose of that work was to extend and further develop the original model with respect to life extension.
For new designs the risk related to selection of materials is divided into four categories (Fig. 1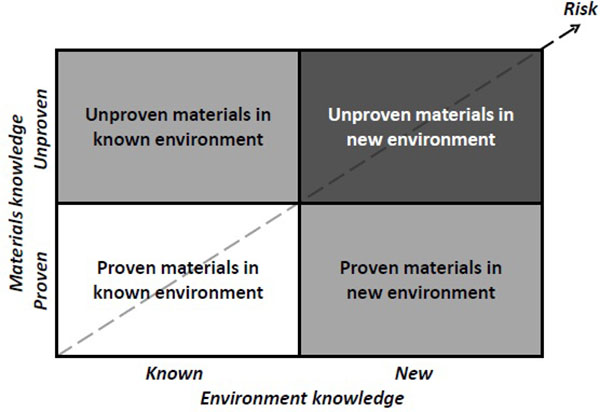 ). The risk is depending on uncertainty regarding materials and environment, increasing from lower left square to upper right square.
). The risk is depending on uncertainty regarding materials and environment, increasing from lower left square to upper right square.
 |
Fig. (1) Risk in relation to robust materials selection and uncertainty of materials knowledge and environment knowledge [18Hörnlund, E.; Ersdal, G.; Hinderaker, R.H.; Johnsen, R.; Sharp, J. Material issues in ageing and life extension. In: 30th International Conference on Offshore Mechanics and Arctic Engineering; Rotterdam, The Netherlands, 2011. [http://dx.doi.org/10.1115/OMAE2011-49363] ]. |
The process for the evaluation of the uncertainties for the life extension period utilizing these principles (Fig. 2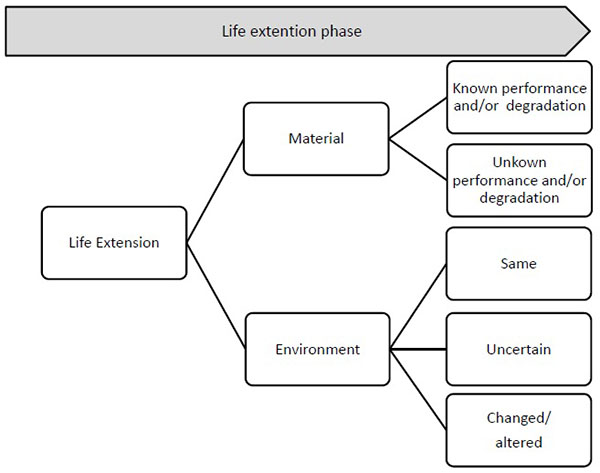 ).
).
 |
Fig. (2) Material and environment uncertainty for operation in the life extension phase [18Hörnlund, E.; Ersdal, G.; Hinderaker, R.H.; Johnsen, R.; Sharp, J. Material issues in ageing and life extension. In: 30th International Conference on Offshore Mechanics and Arctic Engineering; Rotterdam, The Netherlands, 2011. [http://dx.doi.org/10.1115/OMAE2011-49363] ]. |
This work has to be managed by a Life Extension Manager. The objectives should be to initiate and monitor sufficient activities in order to ensure the integrity of the facility in the life extension period. By providing relevant data of the past, assessment of which degradation mechanisms can be expected based on prediction about the future environmental and process dependent developments.
The Material and Corrosion Engineer should assess the data above to give guidance to integrity assessments made by other disciplines, e.g. structural, well, and process engineers, taking into account the effect of the degradation mechanism on the robustness of the facility.”
Corrosion Under Insulation (CUI)
The majority of problems of CUI of process plant components and pipework are associated with steel [19Health and Safety Executive. Corrosion under Insulation of Plant and Pipework v3, SPC/TECH/GEN/18, Version No: 2; UK, 2013. ]. However, we should bear in mind that most of the material used in these plants are steels. There are a number of incidents, in our jurisdiction over the last decades, with loss of containment, due to localised corrosion progressing undetected beneath insulation, but fortunately none with direct fatalities. There are numerous reasons for insulation of process equipment and structures; heat conservation, cold medium conservation, personnel protection, frost-proofing, fire-proofing and external condensation and icing protection. Older designs compromised of uncoated carbon steels with mineral wool as insulator and tarpaper. Present state of practice is surface coated carbon steel or corrosion resistant alloys in the piping and metal sheet jacketing. There are numerous types of insulation with different properties regarding moisture behaviour.
Corrosion Process
In contact with water and with a free supply of oxygen steel corrodes. Insulated plant and pipework have usually a space in which water can collect on the metal surface and there are access to air and entrance for air through the jacketing from which water can condensate. HSE UK [19Health and Safety Executive. Corrosion under Insulation of Plant and Pipework v3, SPC/TECH/GEN/18, Version No: 2; UK, 2013. ] has address the following; “The ingress of water and moist air into the insulation is often caused by one or more of the following:
- Poorly designed and/or installed protective finish or cladding.
- Mechanical damage to the protective finish.
- Disintegrating of cladding.
- Cladding joint sealant breakdown.
- Poorly located and/or punched drain holes.
- Cladding removed and not properly replaced (common around valve boxes).
When water penetrates jacketing and insulation and condensates it tends to collect at low-lying sections of equipment and pipework, it is important that the drains are located at these locations.
CUI may be generated due to internal and external factors and conditions. Like the chemical nature of the insulation material. The cladding should be properly ventilated to avoid water accumulation by condensation. CUI may be promoted in the case that the cladding materials contain free chlorides. For coastal sites and offshore installations the chloride exposure will be enhances and should be especially considered. Both for austenitic stainless steels and high carbon steels chloride stress corrosion cracking should be considered. Stainless steels for temperatures of 65 oC and above, and for high carbon stainless steel grades at temperatures of 50 oC and above, chloride stress corrosion cracking cannot be ruled out. Inspection techniques and intervals are in this respect areas of debate.”
Experience indicates that many factors influence the risk of CUI including whether trace heating is installed (a high risk factor). In particular, operating temperature greatly affects the risk of CUI. Table 1 indicates the likely risk of CUI for carbon steel pipework, without trace heating, under various operating regimes.
Conditions for CUI risk evaluation [19Health and Safety Executive. Corrosion under Insulation of Plant and Pipework v3, SPC/TECH/GEN/18, Version No: 2; UK, 2013. ].
The above table corresponds to NACE [20NACE SP0198-2010. Control of Corrosion under Thermal Insulation and Fireproofing Materials-A Systems Approach; Nace International, 2010. ] data for CUI of carbon steels in open systems (Fig. 3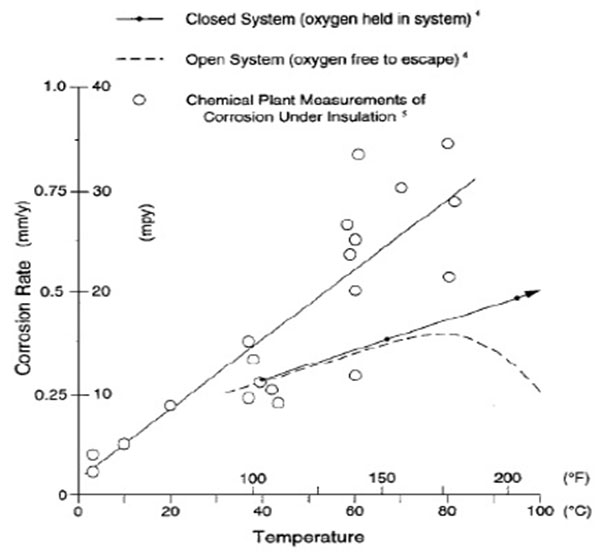 ).
).
 |
Fig. (3) CUI for carbon steel; corrosion rate as a function of temperature and type of system (open or closed), from [20NACE SP0198-2010. Control of Corrosion under Thermal Insulation and Fireproofing Materials-A Systems Approach; Nace International, 2010. ]. |
The corrosion mechanism is enhanced by increasing temperature to the point where the effect of moisture evaporation takes over. This effect requires an open system where the moisture in the insulation material should evaporate during start-up. HSE UK points out; “Even in systems where the risk of CUI is considered low, an assessment should be made for the risk increase during periods when the plant is shut down, especially when frequent plant cycling between operating and shutdown conditions is experienced.”
In Norway, there has lately been one serious incident with CUI at a process plant using water vapor (steam) as trace heating, fortunately without human injuries. The leakage occurred early winter of 2012. The steam pipe was torn in two and large volumes of steam flowed at high velocity (calculated to 16,9 kg/s) forming a large steam cloud. The insulation and metal jacketing were spread over a large area due to the large forces in play. See Fig. (4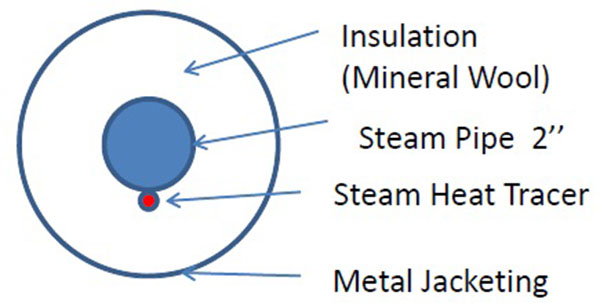 ) for sketch of the configuration.
) for sketch of the configuration.
 |
Fig. (4) Sketch of pipe configuration with accidental CUI. |
The pipe was heavily corroded in large areas around the entire circumference. In the fractured cross section the thinnest wall thicknesses were 0.1mm reduced from the nominal thickness of 3.9mm. The corrosion was entirely on the outside with no sign of corrosion of the pipes inner walls. The heat tracing tube was in austenitic stainless steel, AISI 316, with some cracks probably caused by chloride induced corrosion cracking. However, this was not considered the main cause of failure by the operator. The metal jacketing was heavily corroded with penetrating holes. The insulation in area adjacent to the fracture was found to be soaked. The initiating cause for the fracture was concluded to be soaked insulation, due to damaged metal jacketing, and high temperatures, due to frequent use of the heat tracing that, over time gave for optimal conditions for corrosion.
To avoid this kind of incident, there has been work with NORSOK standardizations to learn from experiences. The new revision of R-004 “Piping and equipment insulation” [21NORSOK R-004. Piping and Equipment Insulation. Edition 1; Norwegian Technology Standards Institution, Norway, 2009. ] addresses the need for proper and suitable protection of the insulation as well as prescribing insulation material that is less susceptible to ingress of water. The concrete steps necessary to take in order to prevent CUI including the insulation and jacketing selection, equipment design, the use of protecting coating and weather barriers, maintenance practice have to be decided by the operator. We have addressed the challenges and we see early detection as paramount in preventing CUI. In this respect, an inspection and maintenance plan with a description of the frequency of inspection and the inspection regime based on possible degradation mechanisms are necessary.
SUMMARY AND CONCLUSION
In the present paper, we have presented a view for assessments to be made related to life extension of oil and gas facilities. Our focus has been materials and their degradation, with a special attention to CUI.
The concept of barriers is utilized on NCS. For material selection it is a challenge that similar or same materials that are present in several barriers or barrier elements, may have the same failure mode, and hence can be a source of simultaneous impairment of several barriers or barrier elements. For instance, if two parallel process trains have the same material and barrier type; A fall out of the barrier in the first process train, might also cause the same failure in the second train when switching over.
In the general assessment considerations of time dependent material degradation processes, like fatigue, CUI, and general corrosion, should be included. But also more operational specific phenomena like possible embrittlement of structural steel caused by long exposure to cathodic protection.
The industry has to materialize the lessons learned in guidelines and standardizing work to ensure best practice being implemented. The role of PSA as regulator is to supervise this activity.
FUTURE NEEDS
Several areas of the life extension process need to be further developed in the future. Models for degradation may need to be evaluated with respect to their validity in the relevant time frame for life extension. The PSA regulation relating to conducting petroleum activities [22 PSA. The Activities Regulations. Petroleum Safety Authority, Norway, 2016.] reads “When facilities are disposed of, the operator shall carry out studies of the structure's condition. The results shall be used to assess the safety of similar facilities”. On the basis of this PSA participate in a joint industry research project; “Characterisation of material from decommissioned North Sea structures”.
Development of material related key performance indicators, along with applicable inspection methods, needs to be undertaken. Operation of ageing facilities depends on early warning signals of potential failures, and key performance indicators would be an important instrument in this respect thereby transforming a lagging approach to a leading one.
PSA is in this paper raising the awareness of one material degradation mechanisms, without neglecting the other, corrosion under insulation (CUI). More work is required regarding developing efficient detection methods, mitigation, awareness in design and new insulation systems.
We acknowledge that in order to ensure a safe petroleum activity, international standards for ageing facilities and life extension need to be further developed.
NOTES
2 Added by these authors
CONFLICT OF INTEREST
The authors confirm that this article content has no conflict of interest.
ACKNOWLEDGEMENTS
The authors gratefully acknowledge the support from the Petroleum Safety Authority Norway (In Norwegian: Petroleumstilsynet).
REFERENCES
| [1] | Drugli, J.M.; Thaulow, C.; Ødegård, J.; Rogne, T.; Stokke, R.; Berge, S.; Berget, J. Pre-Project: Robust Material Selection in the Offshore Industry; SINTEF Report STF24 F03202, 2003. |
| [2] | Lange, H.; Berge, S.; Rogne, T.; Glomsaker, T. Robust Material Selection; SINTEF Material and Chemistry, Marintek, 2004. |
| [3] | Leinum, K.; Leinum, B.H.; Heier, E.B.; Serednicki, A.; Gjørv, O.E.; Myre, T.; Søgård, B.; Moen, L.H.; Sogstad, B.E.; Saugerud, M.O. Material Risk – Ageing Offshore Installations; DNV, Norway, 2006. |
| [4] | Fischer, K.P.; Heier, E.; Sæther, T.; Johnsrud, M.; Askheim, D.Ø.; Heiberg, G. Joining Methods – Technological Summaries; DNV, Norway, 2005. |
| [5] | Stokke, R.; Olafsen, K.; Knudsen, O.Ø. State of the Art – Ikke Metalliske Materialer Inkludert Sammenføyning; SINTEF, Materialer og Kjemi, 2006. |
| [6] | COWI. Ageing Rigs, Review of Major Accidents – Causes and Barriers; Report to PSA, COWI, 2003. |
| [7] | Ersdal, G. Assessment of existing offshore structures for life extension. Doctoral thesis, University of Stavanger, 2005. |
| [8] | Galbraith, D.; Sharp, J. Recommendations for Design Life Extension Regulations, Doc. Id. POS-DK06-195-R02, Poseidon 2007. |
| [9] | Galbraith, D.; Sharp, J. Specialist Support on Structural Integrity Issues; Doc. Id. POS-DK07-136-R01, Poseidon, 2007. |
| [10] | Wintle, J.; Sharp, J. Requirements for Life Extension of Ageing Offshore Production Installations; TWI, Report 17554/1/08 (forPSA), 2008. |
| [11] | Lee, C.M.; Jacob, R.; Morgan, P.; Weatherhead, R. International Experiences with Cathodic Protection of Offshore Pipelines and Flowlines; TWI, Report 17562/1/07 (forPSA), 2007. |
| [12] | Sørensen, J.D. Safety and Inspection Planning of Older Installations, Published by PSA, Norway, 2006. |
| [13] | Sørensen, J.D.; Ersdal, G. Safety and inspection planning og older installations In: ESREL Conference, Stavanger, Risk, Reliability and Societal Safety; Taylor & Francis: UK, 2007; pp. 2535-2542. |
| [14] | Sørensen, J.D. Safety and inspection planning of older installations, Published by PSA, Norway, 2007. |
| [15] | Sørensen, J.D.; Ersdal, G. Risk based inspection of ageing structures In: 27th International Conference on Offshore Mechanics and Arctic Engineering; Estoril, Portugal, American Society of Mechanical Engineers, 2008. |
| [16] | Hokstad, P.; Håbrekke, S.; Johnsen, R.; Sangesland, S. Ageing and Life Extension for Offshore Facilities and for Specific Systems; SINTEF, Trondheim, 2010. |
| [17] | Hörnlund, E.; Sævik, Ø.; Hinderaker, R.H.; Ersdal, G. Ageing of materials. In: 27th International Conference on Offshore Mechanics and Arctic Engineering; Estoril, Portugal, American Society of Mechanical Engineers, 2008. |
| [18] | Hörnlund, E.; Ersdal, G.; Hinderaker, R.H.; Johnsen, R.; Sharp, J. Material issues in ageing and life extension. In: 30th International Conference on Offshore Mechanics and Arctic Engineering; Rotterdam, The Netherlands, 2011. [http://dx.doi.org/10.1115/OMAE2011-49363] |
| [19] | Health and Safety Executive. Corrosion under Insulation of Plant and Pipework v3, SPC/TECH/GEN/18, Version No: 2; UK, 2013. |
| [20] | NACE SP0198-2010. Control of Corrosion under Thermal Insulation and Fireproofing Materials-A Systems Approach; Nace International, 2010. |
| [21] | NORSOK R-004. Piping and Equipment Insulation. Edition 1; Norwegian Technology Standards Institution, Norway, 2009. |
| [22] | PSA. The Activities Regulations. Petroleum Safety Authority, Norway, 2016. |